
Установки шовной сварки
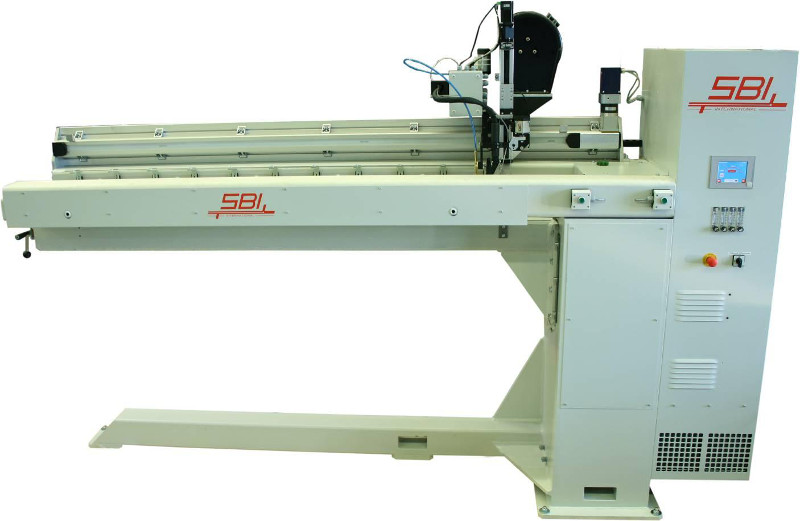


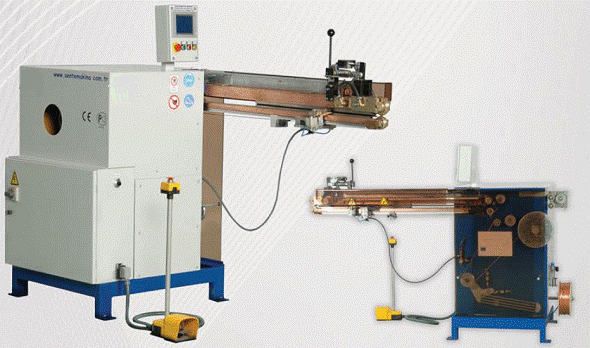
Для обеспечание надежного механического скрепления листового металла необходимо оборудование — станок шовной сварки.
Шовная сварка во многом схожа с точечной, отличается лишь тем, что вращающиеся ролики используются в качестве электрода, что обеспечивает возможность без снятия давления с электродов последовательной сварки точек. Принцип реализации данного метода соединения металлических изделий следующий: при вращении рабочих роликов и перемещении деталей между ними последовательно сваривается сплошной ряд точек, перекрывающих одна другую, тем самым, образуется сплошной шов. Наиболее часто им выполняют соединения внахлест.
Для шовной сварки применяют дисковые (или роликовые) электроды, диаметр которых 40-400 мм; при сварке сталей с рабочей поверхностью в виде плоского цилиндра и с поверхностью в виде сферы при сварке легких и цветных металлов, а также их сплавов.
Ей выполняют протяженные швы следующими способами:
- непрерывная сварка (когда процесс осуществляется при непрерывном действии сварочного тока и непрерывном вращении роликов (электродов));
- прерывистая сварка (когда процесс характеризуется прерывистым (импульсным) действием сварочного тока и непрерывным вращением роликов);
- шаговая сварка (когда процесс протекает после поворота роликов на заданный угол и подачей тока с периодической остановкой в моменты остановки).
Первые два рассмотренных способа обеспечивают возможность получить герметические швы. Процесс непрерывной шовной сварки неустойчив, поскольку происходит возрастающий разогрев металла по мере действия тока, который сопровождается глубоким внедрением роликов в него. Данный способ используется чаще всего для сварки металла толщиной не более 1 мм. Такую сварку редко применяют из-за того, что сильно перегреваются поверхности деталей, которые контактируют с роликами. Наибольшее применение на производстве имеет шовная прерывистая сварка, при которой получаются отдельные сварные точки (в моменты когда действует ток), которые, перекрывая одна другую, и образуют непрерывный шов. Таким образом, обеспечивается устойчивый процесс сварки, происходящий без перегрева металла. При шаговой сварке, сварочный ток включается во время остановки роликов, что улучшает охлаждение металла в их контактах, кроме того, производится наружно-водяное охлаждение, что уменьшает перегревание внешних слоев металла.
Шовную сварку наиболее часто применяют при изготовлении различных емкостей с толщиной стенки от 0,3 до 3 мм, где требуются особо герметичные швы - бензобаки, трубы, бочки и много другое.


