
Теория гибки
1. ГИБКА ДО СОПРИКОСНОВЕНИЯ И ИНСТРУМЕНТАЛЬНАЯ ГИБКА.
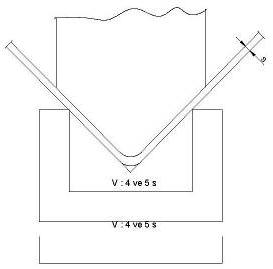
Гибка до соприкосновения: После выбора нужного V-образного канала, поместите материал по обоим краям V канала. После установки шага хода, верхний инструмент начнет двигаться, гибка будет осуществляться до требуемого значения (30, 60, 75 и т.д. ).
Примите во внимание, что материал во время процесса гибки будет испытывать напряжение.
Важные величины при выборе V канала:
- Листы до 3 мм - 6-8 х S
- Листы более 3 мм – 8-12 х S
S - толщина гибочного листа.
Примечание: Эти значения так же учитываются при гибке короткого материала. Требуемые для гибочного стола величины сопротивления, внутреннего радиуса и прочая информация находится в Инструкции.
Пример: Толщина листа 3 мм, ширина требуемого канала 25 мм, лист для гибки 18 мм. Внутренний радиус 4,2 мм и требуемое сопротивление 21 тонна. Будьте внимательны к следующим моментам при осуществлении гибки:
А – 3 точки для эффективной гибки. Это оба края нижнего инструмента и гибочный край верхнего инструмента.
В – Гибочный лист (90) с механической обработкой.
Верхний инструмент должен находиться под давлением по обеим сторонам пока не достигнет канала нижнего инструмента.
Преимущества данного процесса следующие:
1 – Нет необходимости использовать все тоннажное сопротивление Пресса.
2 – Возможность для гибки соответствующих толщин листов.
3 – Один и тот же инструмент может использоваться на разных уровнях гиба.
Следующие допуски должны быть приняты во внимание при гибке до соприкосновения материалов старой формы, наклоненной назад:
а – гибка с остроконечным инструментом +/- 2
б – гибка со стандартным инструментом +/- 3
с – гибка с инструментом с тупым концом +/- 5
Разница в уровнях общей длины величины толщины гибки до соприкосновения:
Пример: 2 мм толщина листа с 140 гиба. Выбранный проем V канала: V: 8 х s: 8 х 2 : 16 мм
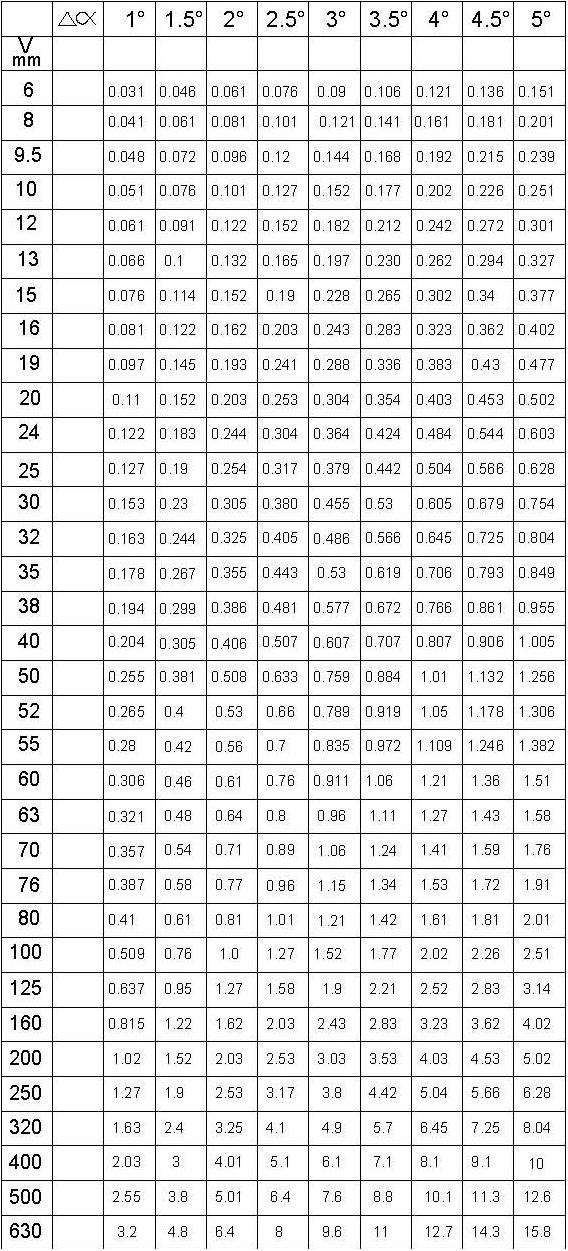
Как видно из следующей таблицы, если мы примем за основу, что разница толщины общей длины материала 10 %, то это означает, что разница в уровне будет 2,5.
Приведенные значения вычислены теоретически и на практике путем, указанным выше.
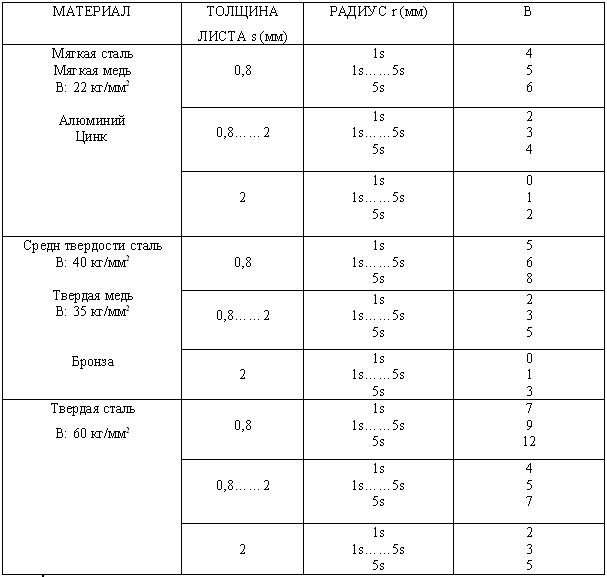
В СООТВЕТСТВИИ С ТАБЛИЦЕЙ DEHLER
2. ПРЕССОВАНИЕ С ИСПОЛЬЗОВАНИЕМ ИНСТРУМЕНТА.
Для достижения хорошего результата на точных профилях, инструменты должны быть очень хорошего качества. В данной ситуации требуется высокий тоннаж. Уровень прессования на данных станках уже задан, поэтому нет необходимости производить какие либо установки самостоятельно.
Преимущества: Так как минимизируется тенденция материала к возврату к прежней форме, разница уровней будет минимальной. Недостатки: высокий тоннаж и высокий гиб требуют дорогостоящего инструмента.
Гибка листа связана с величиной радиуса V канала и не связана с толщиной листа и длиной.При таких условиях радиус меньше чем радиус V канала.

3. СПЕЦИФИКАЦИЯ НА ЛИСТЫ МЕТАЛЛА, ИМЕЮЩИЕ ТЕНДЕНЦИЮ К ВОЗВРАТУ К ПРЕЖНЕЙ ФОРМЕ ВО ВРЕМЯ ГИБКИ ДО СОПРИКОСНОВЕНИЯ.
Как известно, листы металла имеют свойство принимать прежнюю форму из-за эластичности материала.
Это связано со следующим:
А – требуемые стандартом пропорции
Б – Материалоемкость
В – Покрытие материала
С – Содержимое
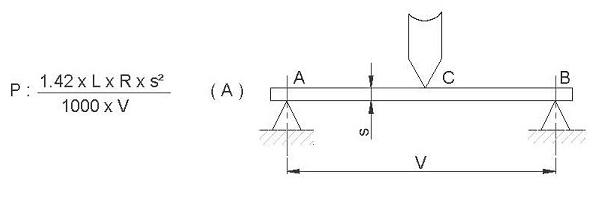
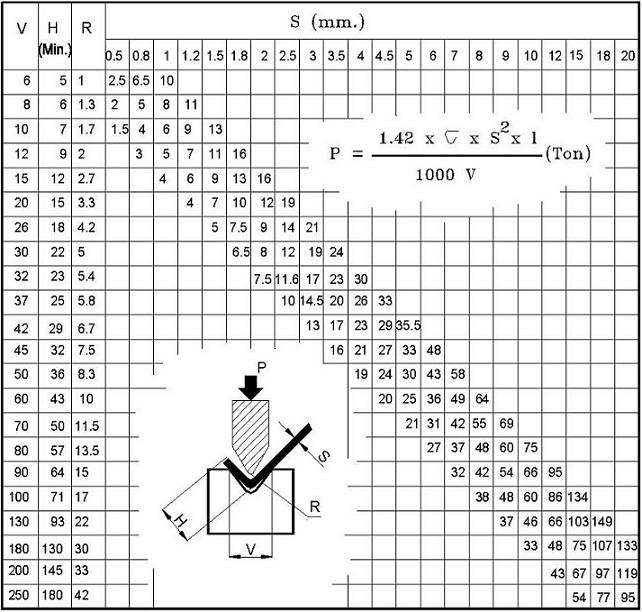
P: Сопротивление давлению (тонн)
L: Длина листа (мм)
R: Сопротивление (кг/мм2)
s: Толщина листа (мм)
V: Расстояние канала
Пример:
Длина листа: 1000 мм
Сопротивление: 42 кг/мм2
Если ширина V канала: 8 х S выбрана, то тогда получается следующее значение.
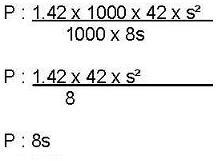
С этой формулой нет необходимости производить оставшиеся калькуляции для нахождения сопротивления давлению (тоннаж).
Длина: 2500 мм
Толщина листа: 2 мм
Сопротивление: 45 кг/мм2
Подходящее сопротивление давлению 2,5 х 8 х 2: 40 тонн, как показывает последний пример, жесткость материала в 40-45 кг/мм2 требует сопротивления в 2,5 мм.
Если Гибочный пресс используется вне его возможностей, это может нанести вред инструменту и материалу. Когда лист гнется с сопротивлением более 40 кг/мм2, в таком случае, как показывает практика, к полученному значению нужно добавить 10%.
На жестком материале это значение 10-12 х S и из-за жесткости материала возможность появления повреждений предупреждена.
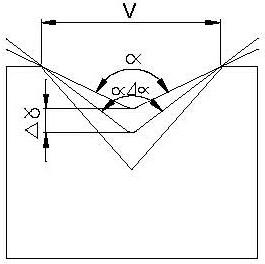
135 – Разница углов, которая может произойти из-за проема V-образного канала.
4. ДИАГРАММА ГИБА
Вместимость (тонн)
L: - длина листа (мм) (L=1000мм)
R: - Внешний радиус (мм)
Предел прочности на разрыв (кг/мм2)
V: - Расстояние шаблона
P: - Необходимый тоннаж (тонн)
Н: - Минимальная длина листа гиба (мм)
S: - Толщина листа (мм)
5. ВАЖНЫЕ СВЕДЕНИЯ ДЛЯ ГИБА.
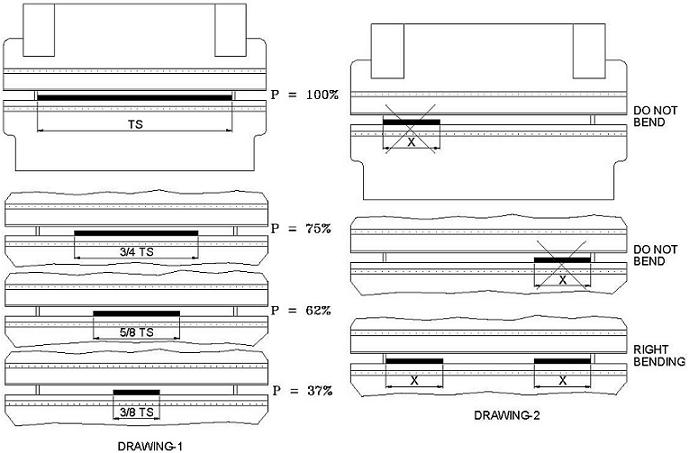
Рисунок 1: Рисунок показывает максимальный тоннаж, разрешенный для определения длины гибки.
TS: - Общая длина листа.
Рисунок 2: - Когда Вам необходимо произвести короткие гибы, как показано на рисунке 2, следует гнуть материал одинаковой длины на обоих концах станка.


