
Станки для производства двутавровой балки



Двутавровые балки широко используются при возведении металлических конструкций в строительной сфере - в качестве каркасов абсолютно любого здания: сельскохозяйственных и общественных строений, жилых домов, зданий промышленного назначения и т.п. Из практики большинства известных строительных компаний - металлоконструкции из сваренного двутавра экономично выгодней во время возведения сооружения, чем их аналоги.

Преимущества сварного двутавра:
- применение в качестве каркасных металлоконструкций позволяет существенно снизить вес деталей и элементов, при этом детали будут иметь высочайший коэффициент прочности;
- их использование позволяет возводить экономичные формы опор, что положительно сказывается на весе, что в свою очередь позволит экономить на фундаменте;
- легкость в эксплуатации позволяет создавать здания различной архитектурной направленности;
- в независимости от направления возводимого здания, они признаны наиболее прочными и экономически выгодными;
- производители металлопроката не выпускают балки размером более, чем 60Б. Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные балки.
- применение в одной сварной балке (бистальная балка) различных марок стали, когда наиболее напряженные участки балки изготавливаются из стали повышенной прочности, а наименее напряженные - из малоуглеродистой стали, позволяет снизить стоимость балки;
- возможность изготовления сварных балок переменного сечения;
- возможность изготовления сварных балок с вырезами и отверстиями, а также перфорированных балок. Перфорированная стенка балки образуется разрезанием стенки двутавра по зигзагообразной линии с последующим сдвигом половинок и сваркой встык частей двутавров по выступам стенки. Несущая способность таких сквозных двутавров в 1,3-1,5 раза выше несущей способности исходного двутавра, поскольку достигается за счет их большей высоты.
- возможность изготовления балок требуемой длины с экономией на отходах до 15%.

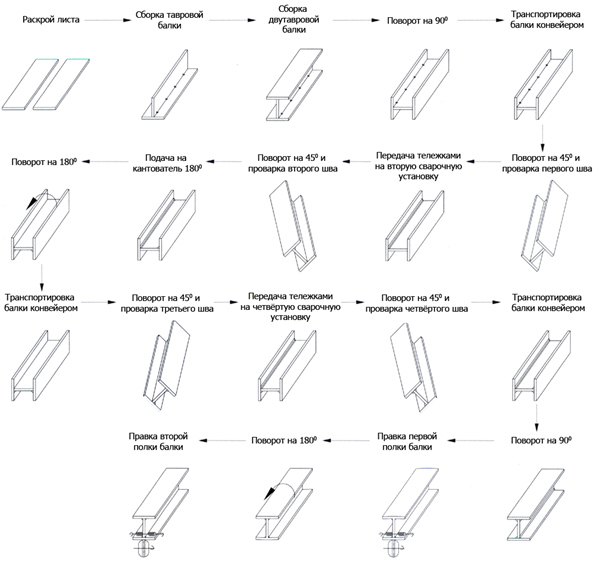
Технология изготовления
Изготовление - это довольно сложный процесс, который состоит из следующих этапов:
1)Раскрой металла.
Листовой металл раскраивается на полосы необходимой длины и ширины. После этого, если необходимо, чтобы улучшить провар происходит разделка кромок на специальном станке (кромкофрезерном станке).
2) Сборка ранее подготовленных полос.
Заготовки при помощи крана укладываются на входной конвейер сборочного стана, после этого зажимаются при помощи комплектов зажимов, позиционируются и фиксируются точечно сваркой.
3) Сварка продольных швов собранной балки.
Собранная балка укладывается на специальные стапеля, над которыми располагается специальная сварочная установка. Сварочная установка оснащается одним или двумя комплектами сварочных головок (в зависимости от вида сварочной установки – консольная или портальная соответственно.
4) Правка грибовидности балки
Во время сварочного процесса из-за термического воздействия на металл двутавровая балка получает деформацию – грибовидность, которая исправляется на специальном станке путем прокатки полок балки через правильные валы.
Дополнительная обработка двутавровой балки (при необходимости) подразумевает: торцевание фрезой, сверление на 3D или 2D станках с ЧПУ.
В завершении всего, по готовности балки или конечной конструкции из нее, необходимо произвести очистку при помощи дробеметной или дробеструйной установки (при помощи дроби, под разными углами происходит удаление ржавчины, жирового налета, грязи и т.п.), чтобы существенно улучшить качество наносимового после очистки защитного лакокрасочного покрытия.


